Revestimentos 'mais ecológicos' de alta qualidade por meio do Monit de Viscosidade Automatizadooring e Controle
Revestimentos 'mais ecológicos' de alta qualidade por meio do Monit de Viscosidade Automatizadooring e Controle
Sumário
O desafio da indústria de revestimentos para os mercados existentes e emergentes é reduzir o custo de aplicação de revestimento, otimizar o uso de materiais de revestimento, reciclar materiais e fornecer revestimentos extremamente previsíveis e robustos. A viscosidade é uma propriedade importante do revestimento e é crucial tanto para garantir a qualidade do material de revestimento quanto para o processo de aplicação. Monitoraroring e controlar a viscosidade do revestimento através de todo o ecossistema atinge as duas propriedades altamente desejadas de um revestimento – consistência e espessura. As soluções de automação de fábrica/Indústria 4.0 utilizam viscosímetros em linha para contribuir para um processo de revestimento mais eficiente em termos de recursos, econômico e mais ecológico, além de fornecer desempenho de revestimento de alta qualidade.
Introdução
Os revestimentos industriais desempenham uma grande variedade de funções, desde a resistência à corrosão e abrasão e proteção UV, passando pelo isolamento térmico e elétrico, até o aprimoramento da aparência. O mercado de revestimentos abrange vários setores, incluindo industrial, automotivo, marítimo, bobinas, embalagens, transporte e materiais de construção. Mercados novos e emergentes precisam de soluções de revestimento projetadas de ponta com características de desempenho rigidamente controladas. O desafio da indústria de tintas para os mercados existentes e emergentes é reduzir custos e, ao mesmo tempo, otimizar o desempenho e reduzir o desperdício e o impacto ambiental.

Figura 1. Exemplos de aplicações de revestimento
Com enormes áreas de aplicação e crescente demanda dos setores de uso final, esta indústria está procurando novas maneiras de melhorar a eficiência, o tempo de espera e a utilização da capacidade. Os líderes da indústria em todos os setores estão adotando tecnologias mais avançadas, como automação, Internet das coisas industrial (IIoT) e técnicas de simulação.
Aplicação de Revestimento
Os processos de revestimento e acabamento usam tecnologias avançadas para produzir superfícies duráveis e acabamentos de alta qualidade, maximizando a eficiência do processo e atendendo às regulamentações ambientais. A consistência do acabamento superficial, a qualidade e a variedade do produto desempenham um papel vital para garantir a satisfação do cliente. A quantidade e a qualidade do revestimento têm um grande impacto direto nos custos de fabricação, vendas e manutenção.
A viscosidade do material de revestimento é fundamental para obter consistência. É um indicador eficaz da concentração de sólidos do revestimento no fluido, que é a base para a espessura e uniformidade do filme. Todos os parâmetros de desempenho dependem da viscosidade do revestimento líquido no ponto de aplicação. Isso inclui construção do filme de revestimento, eficiência de transferência, espessura e deposição do revestimento, combinação de cores, qualidades da superfície acabada e resistência química. A viscosidade é o principal fator que influencia a espessura e a adesão do revestimento. O controle de viscosidade adequado garante a qualidade e a vida útil da demão, ajudando a atender às mais altas demandas de qualidade e produtividade do processo de revestimento.
Um sistema de revestimento típico inclui: suprimentos de matéria-prima e fluido de reposição, um tanque de mistura agitada, uma bomba, a linha de alimentação para o aplicador, o próprio aplicador e a linha de retorno para o tanque de mistura. O aplicador pode utilizar mergulho, rolo, spray, pulverização catódica, fluxo ou outro processo. Se a solução de revestimento não for suficientemente viscosa, o revestimento do produto pode não ser suficientemente espesso para fornecer proteção. No entanto, se a viscosidade for muito baixa, a flacidez do filme resultará em superfícies verticais levando a irregularidades no revestimento. Isso requer acabamentos com propriedades reológicas complexas. Eles devem ter baixa viscosidade durante a pulverização e uma viscosidade muito maior quando o material pousa na superfície a ser revestida. Além disso, a viscosidade do revestimento depende da temperatura, de modo que a manutenção da qualidade do acabamento exige a compensação da viscosidade do material de revestimento para a temperatura ambiente de aplicação.
Estado atual do monitor de viscosidade do revestimentooring E controle
A viscosidade é normalmente medida em laboratório usando um instrumento rotacional, como um viscosímetro do tipo Brookfield ou um reômetro de alta precisão. Isso permite um controle rigoroso da temperatura, que é essencial para caracterizar as propriedades reológicas dos materiais de revestimento. No entanto, essas medições, realizadas em amostras retiradas do chão de produção, podem levar horas ou até dias para serem analisadas, de modo que suas medições podem não caracterizar o estado real dos materiais atualmente sendo aplicados.
Na área de produção, a viscosidade é normalmente medida cronometrando seu fluxo de um dispositivo semelhante a um funil, como um Ford ou copo de efluxo semelhante. O operador enche o copo com a formulação e mede o tempo necessário para o copo esvaziar. Quanto mais tempo, maior é a viscosidade. Isso geralmente é feito em intervalos de 15 minutos ou mais, de modo que desvios na viscosidade só possam ser detectados após uma quantidade considerável de demão já ter sido aplicada. Além disso, o controle da temperatura das medições do copo é difícil, senão impossível, levando a possivelmente grandes discrepâncias entre os valores medidos e a viscosidade real no ponto de aplicação. Essas medições off-line não podem capturar mudanças de viscosidade devido a mudanças de temperatura, variações de mistura e evaporação conforme ocorrem.
A variação na temperatura do material leva a mudanças de viscosidade nos materiais de revestimento, resultando em diferenças estruturais ou flacidez. Na maioria dos sistemas de pintura, há uma tendência de sedimentação do aglutinante e dos componentes do pigmento contidos. O material de revestimento não homogêneo leva inevitavelmente a um resultado de revestimento inadequado. Componentes assentados podem levar a bloqueios e ao bloqueio gradual das linhas. Os componentes do revestimento em flocos resultam em manchas na película do revestimento. As variações, difíceis de controlar, resultam em espessura de filme incorreta e, consequentemente, levam a produtos finais inutilizáveis de qualidade inadequada, com características visuais ou outras características de desempenho inaceitáveis.
Tabela 1. Alguns dos defeitos típicos do revestimento e suas causas
| Problema | Descrição | destaque | Solução |
|---|---|---|---|
| casca de laranja | A superfície parece irregular como a casca de uma laranja | O bico está muito longe da superfície; a temperatura da loja está muito alta para alterar a viscosidade; bico de pulverização está entupido. | A medição da viscosidade em linha indicará o entupimento e a viscosidade compensada pela temperatura evitará o problema |
| Superfície manchada | Aparência irregular (geralmente afeta revestimentos metálicos) | A tinta não foi bem misturada antes da aplicação | A medição da viscosidade em linha mostrará a alta variação na medição |
| Corre ou afunda | O revestimento não adere uniformemente à superfície que está sendo pintada | Tinta secando muito lentamente, camadas de acabamento aplicadas muito espessas | A viscosidade teria aparecido acima do ponto de ajuste, o modo automático terá a viscosidade corrigida |
| Variações de cores | Falta de consistência de cor nas unidades pintadas / revestidas | Propriedades inconsistentes e irregulares do revestimento devido à falta de controle efetivo e contínuo sobre a viscosidade | Monitor de viscosidadeoring mostrará uma grande variação na viscosidade, o controle automático evitará o problema completamente |
| Solvente pop | Retenção de solvente excessivo / ar ocluído no filme úmido, que escapa por erupção na superfície | Controle impreciso sobre a viscosidade e temperatura da formulação de revestimento antes da aplicação | O controle automático da viscosidade evita o uso de solvente em excesso, reduzindo as chances de aprisionamento |
| Aprisionamento de ar | Semelhante ao estouro de solvente ou bolhas | Monitoramento inadequadooring das condições da linha de pintura | O viscosímetro em linha alertará os operadores sobre a condição |
| bolhas | Bolhas perto da superfície de um filme durante a cura em forno que não rompem a superfície. | A viscosidade da superfície do filme aumenta para um nível alto, prendendo o solvente volátil em um nível inferior | Otimizar o uso de solvente e garantir a viscosidade correta do revestimento por meio do viscosímetro em linha evita esse problema |
Medição de viscosidade em linha para o resgate
Felizmente, existem soluções disponíveis que permitem a medição e o controle da viscosidade em linha em tempo real, tornando possível detectar variações no processo à medida que elas acontecem. Flutuações de viscosidade devido à adição de solvente ou revestimento, mudanças de temperatura e evaporação podem ser compensadas automaticamente antes que afetem a qualidade do revestimento. Monit de viscosidade contínuaoring pode ser correlacionado com o consumo de material de revestimento e solvente, bem como com a espessura e qualidade do filme, a fim de alterar estrategicamente os parâmetros do processo para otimizar o processo de revestimento. O controle de viscosidade em linha pode resultar em maior qualidade do produto, maior rendimento, economia significativa no uso de revestimentos e solventes de revestimento e minimizar o tempo de inatividade do processo de revestimento, em comparação com medições off-line tradicionais com o copo de efluxo.
A evaporação do solvente, adição de revestimento novo ou solvente ao tanque de mistura e sedimentação podem levar à alteração da viscosidade dos materiais de revestimento, resultando em defeitos de revestimento ou revestimento excessivo e consumo de solvente.
A temperatura também é uma variável crucial na determinação da viscosidade. Infelizmente, as temperaturas em ambientes de produção muitas vezes não são bem controladas. A viscosidade, que reflete o conteúdo de sólidos no revestimento, deve estar correta apesar das variações de temperatura. As medições do copo não têm medição nem controle de temperatura, portanto não podem ser comparadas diretamente com a temperatura real de pulverização. Isso pode levar a variações na qualidade do revestimento conforme a temperatura do processo varia.
Drivers para adoção de revestidores de gerenciamento de viscosidade em tempo real
Existem quatro fatores significativos que tornam o gerenciamento da viscosidade importante em aplicações de revestimento:
- Produto final qualidade: A baixa qualidade do revestimento pode afetar adversamente as propriedades desejáveis dos revestimentos - qualidades da superfície acabada, deposição do revestimento, propriedades de proteção e reatividade química. Todas essas propriedades dependem de quão bem o processo de revestimento é controlado, portanto, controlar a viscosidade é fundamental.
- Reduzindo custos reduzindo o desperdício: A mistura excessiva pode afetar não apenas a qualidade do produto final, mas também os resíduos de ingredientes, matérias-primas, tempo e energia. O gerenciamento da viscosidade no processo de mistura pode identificar o ponto final de maneira confiável e precisa, levando a uma redução significativa no consumo de matéria-prima, uso de energia, rejeitos e desperdício.
- Eficiência: Monitoramento em tempo real e sem complicaçõesoring da viscosidade elimina análises laboratoriais dispendiosas e demoradas, o que muitas vezes resulta em resposta atrasada a alterações na camada Garantir a consistência durante todo o processo de revestimento reduz significativamente as taxas de rejeição, economizando custos e tempo e melhorando as margens de lucro.
- Automação: Monitorar automaticamenteoring e controlar o processo de preparação e aplicação do revestimento elimina uma etapa manual de amostragem e teste que está sujeita a erros e dispensa os operadores de se concentrarem na qualidade do produto final.
As aplicações de revestimento precisam de tecnologia de processo avançada para medição e controle de viscosidade em linha em tempo real e preciso
A medição da viscosidade em linha exige um sensor de viscosidade compacto e robusto, combinado com um sistema de medição e controle que traduz a leitura do sensor em informações usadas para monitorar e controlar a viscosidade do processo.
Uma tecnologia que se provou especialmente aplicável às medições em linha faz uso de um ressonador mecânico cujas oscilações são amortecidas pela viscosidade do material de revestimento. Um sistema eletrônico conectado ao sensor ressonante mede seu amortecimento e o converte em um valor de viscosidade. Além disso, um dispositivo sensor de temperatura instalado no sensor de viscosidade fornece uma medição da temperatura do material de revestimento exatamente no ponto de medição da viscosidade.
A tecnologia de sensor ressonante fornece uma solução adaptada exclusivamente para monitoramento de revestimentos em linha.oring e controle. Eles atendem a muitos dos requisitos para medições confiáveis e precisas:
- Robustez - eles mantêm precisão e repetibilidade em grandes variações nos parâmetros do processo. Eles não têm partes giratórias e fendas estreitas típicas de viscosímetros e reômetros de laboratório. Além disso, eles podem operar em ambientes com altos níveis de vibração e choque.
- Independência do operador - os copos de efluxo e os instrumentos de laboratório requerem operadores habilidosos para manter medições confiáveis e repetíveis. Sem o treinamento adequado e atenção aos detalhes, os métodos dependentes do operador geralmente não são confiáveis para manter um controle rígido sobre o processo de revestimento.
- Compatibilidade com monit automatizadooring e sistemas de controle – A implementação de metodologias da Indústria 4.0 requer uma interface perfeita dos sistemas de medição com a tecnologia da planta existente. Os sistemas de viscosímetro ressonante oferecem uma ampla gama de opções de saída, desde loops de corrente de 4 a 20 mA através de interfaces de barramento Ethernet, RS485 e CAN executando protocolos padrão da indústria como Modbus, EthernetIP, CANOpen, Profinet, JSON, OPC UA para aquisição direta de dados por máquina Sistemas PLC e SCADA de fábrica. Os métodos off-line, por outro lado, exigem que o operador insira manualmente os valores de viscosidade, um processo que está sujeito a lapsos e erros e não cria rastreabilidade completa do processo.
- Controle rígido de temperatura - um bom sensor ressonante tem medição de temperatura integrada ao elemento sensor. Isso permite a caracterização do material de revestimento no ponto de medição da viscosidade, em vez de em condições de laboratório.
- Manutenção simples - os sensores ressonantes mais avançados expõem elementos de sensor mecanicamente robustos e hermeticamente fechados ao material de revestimento. Eles estão livres de fendas e cavidades e podem ser facilmente limpos no local (CIP) ou removidos e simplesmente limpos com um pano embebido em solvente. Estão disponíveis, ainda, sistemas que permitem a lavagem do sensor na linha, acoplados a sistemas de autoverificação que indicam se o sensor está limpo e livre de qualquer contaminação.
- Custo efetivo - apesar do custo inicial relativamente mais alto em comparação com os copos de efluxo, os sistemas de medição ressonante em linha são geralmente muito mais baratos do que os instrumentos de laboratório típicos, especialmente quando o custo recorrente de técnicos de laboratório qualificados é considerado na equação. O custo de vida útil desses viscosímetros em linha é significativamente menor do que os copos manuais quando o custo de mão de obra é levado em consideração.
Um exemplo de sensor ressonante que oferece essas vantagens é o Rheonics Viscosímetro em linha SRV (ver Fig. 2 abaixo)
Seu formato compacto permite a instalação direta na linha de revestimento, próximo ao ponto de aplicação. Sua taxa de cisalhamento intrinsecamente alta, bem acima do platô de alto cisalhamento dos sistemas de pintura típicos, produz medições que predizem com precisão o comportamento do revestimento sob as condições de fluxo típicas da aplicação por spray.

Figura 2. Viscosímetro em linha SRV (fonte: rheonics)
Viscosidade e temperatura: uma relação íntima
A viscosidade de quase todos os líquidos é altamente dependente da temperatura. Uma medição de viscosidade sem um controle de temperatura rigoroso e preciso não tem sentido. Por esta razão, é essencial que a temperatura do fluido seja medida o mais próximo possível do ponto de medição da viscosidade. Instrumentos como o Rheonics O SRV possui medição precisa de temperatura integrada ao elemento sensor, de modo que o valor de cada medição de viscosidade seja acompanhado por um valor de temperatura.
Medir a temperatura do fluido exatamente no ponto de medição da viscosidade tem uma vantagem adicional. É possível caracterizar a relação entre a viscosidade do revestimento e a temperatura variando sua temperatura ao longo da faixa esperada na linha de revestimento, enquanto medindo sua viscosidade com o viscosímetro em linha. As medições resultantes podem ser usadas para derivar uma fórmula que permite que a viscosidade do fluido em qualquer temperatura nesta faixa seja calculada a partir de uma medição em qualquer outra temperatura nesta faixa. Portanto, o chamado viscosidade compensada por temperatura torna-se independente da temperatura real do processo. A viscosidade compensada por temperatura é importante porque reflete alguns parâmetros de processo muito relevantes, como carga de pigmento ou concentração de solvente, os quais são, por si próprios, independentes da temperatura.
A medição confiável da viscosidade permite o controle preditivo para a integração da Indústria 4.0
Alguns dos principais elementos para trazer as linhas de revestimento aos padrões da Indústria 4.0 incluem:
- Consistência no revestimento por meio de ações corretivas automatizadas
- Agilidade em lidar com novas variantes de produtos na produção, conformidade e proveniência do produto
- Big data fornece evidências robustas para fundamentar decisões para maior eficiência
- A interconexão e a transparência das informações permitem que as operadoras tomem decisões dentro e fora das instalações de produção, possibilitando a descentralização das decisões
- Redução das emissões de carbono - otimizar o processo de revestimento reduz o uso de material, consumo de energia e desperdício - tudo isso reduz o orçamento de CO2 do processo de revestimento significativamente
- O retorno sobre o investimento (ROI) em viscosímetros em linha típicos é da ordem de 3-6 meses.
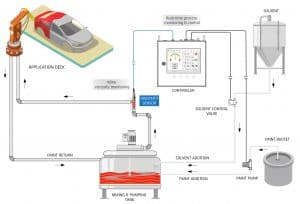
Figura 3. esquemático mostrando a integração em linha do viscosímetro e controlador no processo de pintura / revestimento automotivo.
Para maior precisão, controle confiável e ágil do processo de revestimento
Sensores de viscosidade ressonante são freqüentemente combinados com sistemas de controle convencionais baseados em PLC. Eles normalmente não fazem uso de todas as vantagens exigidas pelos modernos sistemas de sensores compatíveis com a Indústria 4.0.
Sistemas mais sofisticados podem, por exemplo, fazer uso de medições altamente precisas e reprodutíveis fornecidas por sensores ressonantes para permitir a configuração “lock and load” dos parâmetros de revestimento, verificando as medições reais em relação a um banco de dados de materiais de revestimento e parâmetros de trabalho estabelecidos. Um desses sistemas é o Rheonics CoatControl com software ViscoLock que permite o controle on-line da viscosidade compensada pela temperatura de demãos em múltiplas linhas simultaneamente. Vários sensores podem ser gerenciados a partir de um único painel espalhado pelo chão de fábrica. A consistência do revestimento em diversas linhas na fábrica pode ser alcançada mesmo sob temperaturas e condições de evaporação variadas, por meio da automação do sistema de dosagem com um controlador que usa medições contínuas de viscosidade em tempo real. Os revestidores podem finalmente obter rastreamento completo de cada operação de revestimento.
Conclusão
O sensor moderno e os sistemas de controle avançam no controle do processo de revestimento para atender aos requisitos da Indústria 4.0. Ao combinar sensores em linha precisos e confiáveis com sistemas de controle online sofisticados, o controle de viscosidade pode ser levado aos padrões exigidos de linhas de revestimento automatizadas de alta velocidade, enquanto melhora a produtividade e a conformidade com os padrões ambientais. Esses sistemas estão abertos para futuros desenvolvimentos no campo, permitindo uma adaptação ágil às mudanças nas formulações de revestimentos e melhorias na tecnologia de aplicação.
Referências
- Enfatizar maior eficiência, produtividade, agilidade e flexibilidade, mantendo a qualidade e a segurança, avanços em equipamentos de fabricação de tintas e revestimentos: https://www.paint.org/coatingstech-magazine/articles/advances-in-paint-and-coating-manufacturing-equipment/
- Viscosidade ideal para aplicação de tinta: https://www.paint.org/coatingstech-magazine/articles/optimum-viscosity-paint-application/
- Princípio de operação SRV: https://rheonics.com/whitepapers/
- Uma atualização sobre sustentabilidade na indústria de tintas - https://www.paint.org/coatingstech-magazine/articles/an-update-on-sustainability-in-the-coatings-industry/
Rheonics Soluções para a indústria de revestimentos
Para explorar mais sobre nossas soluções para a indústria de revestimentos, visite a página de soluções.

Os processos de fabricação de tintas, tintas e revestimentos seguem etapas semelhantes, desde a mistura inicial, até a embalagem ou armazenamento final, exigindo um processo de moagem e dispersão. Em todas as etapas, Rheonics sensores encontram um…

Os defeitos no revestimento do esmalte são causados pela variação do vidro, causando diferenças de cor, variação da espessura do revestimento e rachaduras. Monitoraroring e o controle da viscosidade levam a uma queda drástica nos defeitos. Principais benefícios de…

A medição da viscosidade em linha em tempo real na produção de papelão é essencial para o controle de qualidade contínuo, evita o desperdício e otimiza o consumo de energia. A cola de amido exibe comportamento reológico complexo e sua viscosidade não é ...

O desempenho ideal do processo pode ser garantido pelo monitoring saúde da pasta continuamente. Ele ajuda a acomodar requisitos mais rígidos de pureza e precisão de mistura de polpas de próxima geração. Pastas mais recentes não estão bem definidas…

As emulsões são usadas em quase todos os aspectos da vida diária. Seu processamento e desenvolvimento se expandem em muitas indústrias - produtos químicos, revestimentos, alimentos, cosméticos, adesivos, fluidos industriais, produtos farmacêuticos, petróleo e ...

Adesivos e selantes são amplamente usados para unir, proteger e vedar sistemas em construção, fabricação e manutenção. Esta indústria está enfrentando desafios devido às matérias-primas limitadas (reserva…

O tamanho do mercado global de revestimentos de isolamento elétrico em 2015 foi de US $ 2 bilhões e deve crescer significativamente nos próximos anos, principalmente devido aos desenvolvimentos no setor de energia ...

Um revestimento entérico (liberação retardada) é uma barreira aplicada ao medicamento oral que controla o local no trato digestivo onde é absorvido. O termo "entérico" refere-se ao pequeno ...
{kind=link}