Introdução
A indústria de alimentos e bebidas é um dos principais segmentos industriais e um dos principais contribuintes para o crescimento econômico e social global. Na UE, constitui o maior setor da indústria transformadora em termos de volume de negócios, valor acrescentado e emprego. No entanto, o setor tem sido associado a várias questões ambientais, incluindo altos níveis de consumo de água e produção de águas residuais. As fontes de produção de águas residuais na indústria de alimentos incluem cervejarias, fabricantes de bebidas, óleos vegetais, leite / laticínios, amido, confeitaria, molhos e sucos. Padrões de descarga cada vez mais rigorosos exigem a remoção de poluentes das águas residuais para níveis muito baixos, enquanto as metas de sustentabilidade ambiental e financeira exigem a minimização do consumo de energia e recursos. As concessionárias exigem tecnologia que as ajude a melhorar a eficiência do processo enquanto mantém ou reduz os custos de operação e manutenção (O&M).

As águas residuais descarregadas das fábricas de processamento de alimentos variam de acordo com os produtos e procedimentos de produção. Em fábricas como acompanhantes (sopas, molhos, refeições prontas) e fabricantes de bebidas (sucos, bebidas), devido à mudança de produtos e / ou método de produção, as águas residuais flutuam em características e volume. Quase todas as águas residuais nas fábricas de processamento de alimentos são tratadas usando um processo de tratamento biológico. As características das águas residuais das fábricas de processamento de alimentos são caracterizadas por altas concentrações de DBO, SS e óleo, além de emitir cheiros da acidificação. Quando processos biológicos aeróbicos ou anaeróbicos são aplicados ao tratamento de águas residuais em fábricas de processamento de alimentos, a remoção de óleos e sólidos antes do processo biológico é importante para evitar que eles perturbem o tratamento.
Requisitos de processo
As indústrias precisam garantir que suas águas residuais sejam tratadas adequadamente e atendam às especificações / limites de suas instalações de tratamento público de propriedade local (POTW) / estação de tratamento de esgoto municipal. É fundamental que os gerentes da fábrica sigam procedimentos e recursos projetados para minimizar os poluentes lançados no esgoto sanitário ou liberados no meio ambiente. A seguir, são apresentados alguns dos requisitos aplicáveis à divisão de tratamento de águas residuais de instalações industriais na indústria de processamento de alimentos.
Atender aos limites de descarga
Todas as plantas de processamento de alimentos e cervejarias que enviam suas águas residuais para o sistema de esgoto devem garantir que suas águas residuais atendam aos limites e proibições de descarga locais. POTWs diferentes geralmente têm requisitos diferentes, dependendo da localização.
- Total de sólidos suspensos (TSS) - Sólidos como leveduras usadas, grãos, lúpulo e trub capazes de sedimentar podem restringir ou bloquear o fluxo nas linhas de esgoto. Uma empresa ou instalação que descarrega sólidos que causam um backup de esgoto é responsável por quaisquer danos.
- pH - O pH da água residual deve permanecer normalmente entre 5.0 e 12.5. Em geral, as águas residuais da cervejaria são ácidas. No entanto, os processos de limpeza podem causar picos altos e baixos. As operações da cervejaria devem manter a conformidade com os limites de descarga de pH. Águas residuais que são muito ácidas (pH baixo) ou muito alcalinas (pH alto) podem corroer seriamente o sistema de esgoto e afetar a capacidade da estação de tratamento de águas residuais de tratar as águas residuais, portanto, o pH deve ser controlado.
- Temperatura - Águas residuais de cervejaria de alta temperatura podem causar problemas nas estações de tratamento de águas residuais.
Monitoramento contínuooring ponto
Para garantir que suas águas residuais atendam aos requisitos, o município pode exigir que as usinas tenham um monitor facilmente acessível.oring apontar. Eles devem ser capazes de monitorar ou coletar amostras que representem a descarga das operações da planta em local separado dos esgotos sanitários e dos restaurantes. Embora as pequenas cervejarias nem sempre tenham um monitor separadooring ponto, o município geralmente reserva-se a autoridade para exigir um e geralmente é recomendado.
Controle Perdas de produto / produto fora de especificação
Enviar quantidades excessivas de resíduos de alta resistência ao esgoto pode atrapalhar o sistema de esgoto e / ou aumentar as taxas de sobretaxa de alta resistência de uma instalação. As plantas precisam minimizar o volume de produto não utilizado e fora da especificação descarregado no esgoto público sempre que possível. Se não houver outra alternativa além do esgoto, a descarga ainda deverá atender aos limites locais.
Armazenamento de produtos químicos e prevenção de derramamentos
As fábricas de processamento de alimentos geralmente fornecem contenção secundária para soluções químicas, como produtos químicos de limpeza e esterilização e resíduos, para impedir a entrada desses materiais no sistema de esgoto em caso de derramamento acidental. Um derramamento em uma cervejaria não será venenoso ou conterá resíduos perigosos e serão coisas como cerveja, mosto, fermento, cáustico ou ácido. Todos eles apresentam seus problemas e são todos os principais eventos quando derramados em grandes quantidades.
Um derramamento que é principalmente DBO, como cerveja, mosto ou fermento, deve ser isolado no tanque de calamidade e transportado para fora do local e aplicado como fertilizante. A outra opção é descarregar lentamente essa água para o esgoto todos os dias por vários dias ou semanas. A diluição não resolve o problema. Um grande derramamento de ácido ou cáustico deve ser isolado no tanque de calamidade e neutralizado com cáustico ou ácido. Uma vez neutralizado, pode ser descarregado no esgoto ou na instalação industrial de pré-tratamento.
Como as medidas de viscosidade e densidade em tempo real podem permitir um melhor gerenciamento de águas residuais na indústria de alimentos e bebidas?
Monitoramento contínuo de densidade e viscosidade do processo em linhaoring para garantir um alto padrão no tratamento de águas residuais
A DBO, a DQO e a concentração de sólidos podem ser medidas usando diferentes métodos, diretos ou indiretos. Normalmente, a análise é realizada offline, coletando amostras e usando métodos de teste de laboratório. Esses métodos off-line podem ser demorados e propensos a atrasos e às vezes ineficientes na detecção de eventos críticos em uma linha de processo.
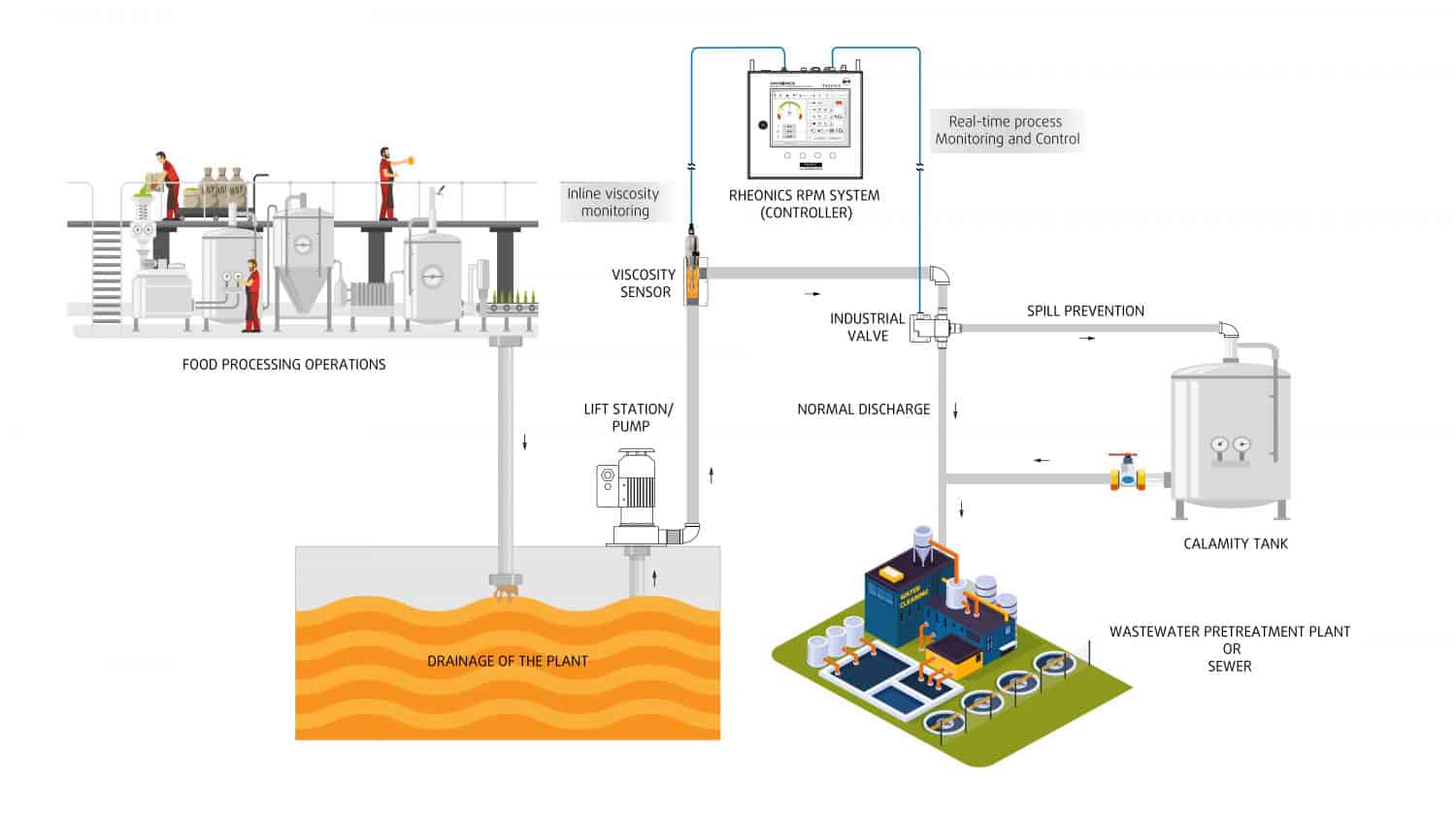
As estações de tratamento de águas residuais (WWTPs) de cervejarias podem monitorar a densidade e a viscosidade em tempo real de seu fluxo de águas residuais para garantir que sua descarga não tenha altos BOD, picos de COD, TSS ou liberação acidental de outras substâncias, comumente referido como um evento de calamidade. Não apenas a densidade e a viscosidade apresentam forte correlação com DBO, DQO, SST e outras substâncias, mas também são as propriedades que afetam grandemente o comportamento do fluxo da lama. Conseqüentemente, detecção em linha e contínua de viscosidade e/ou densidade e qualquer tendência inesperada em monitoring pode permitir que os operadores tomem ações corretivas automáticas ou manuais. Este método de medição pode ajudar a reduzir os custos operacionais globais e facilita o cumprimento das condições para autorização de descarga. Condições perturbadoras do processo – resultando na destruição do processo biológico – podem ser evitadas e o derramamento não intencional de matéria-prima pode ser detectado imediatamente. As águas residuais do processo podem ser desviadas para 'Tanques de Calamidade«na ocorrência de um evento de calamidade do processo, para descarga adequada sem problemas desnecessários que possam surgir em estações de tratamento ou não conformidade com os regulamentos de descarga do município.
Detecção de calamidade e desvio automático de descargas não conformes para tanques de calamidade
Desafios de medição
Os viscosímetros de laboratório existentes são de pouco valor nos ambientes de processo porque a viscosidade é diretamente afetada pela temperatura, taxa de cisalhamento e outras variáveis que são muito diferentes off-line do que são in-line. Tradicionalmente, os operadores medem a viscosidade usando o copo de efluxo ou o copo Zahn ou outros dispositivos de laboratório. O procedimento é confuso e demorado, impreciso, inconsistente e não repetível, mesmo com um operador experiente.
Além disso, para detecção de calamidades e resposta rápida, a planta precisa de monitoramento em tempo real.oring do seu fluxo de águas residuais para tomar medidas corretivas imediatas. Isto não é possível sem um sensor em linha. Dependendo da coleta de uma amostra e sua execução em laboratório, seria tarde demais para tomar medidas corretivas. Da mesma forma, sensores/analisadores instalados em linhas de desvio perderão a detecção de eventos se houver mistura desigual ou bloqueio na linha de desvio – ambos problemas extremamente comuns com sensores de DBO e COD existentes que devem ser instalados em linhas de desvio .
Rheonics'Soluções
Monitoramento automatizado de viscosidade em linhaoring é crucial para garantir a conformidade das águas residuais com os requisitos da estação de tratamento ou do esgoto municipal. Rheonics oferece soluções completas de gestão de águas residuais, compostas por:
- Na linha Viscosidade medições: Rheonics'SRV é um dispositivo de medição de viscosidade em linha de ampla faixa com medição de temperatura de fluido incorporada e é capaz de detectar alterações de viscosidade em qualquer fluxo de processo em tempo real.
- Rheonics Monitor de processo: um avançado sistema de rastreamento preditivo monitorar em tempo real as variações das condições do processo.
- Rheonics ReoPulse com calamidade detecção e automático desvio: um sistema autônomo de nível 4 que garante a não conformidade das águas residuais com os limites estabelecidos e ativa automaticamente válvulas de desvio para redirecionar águas residuais não conformes para um tanque de calamidade.
- Rheonics ReoPulse com pH e Nível: opcionalmente disponível para monitorar o pH do fluxo de águas residuais para garantir o rastreamento e rastreamento de toda a liberação de águas residuais no esgoto municipal.
O sensor SRV está localizado em linha para medir continuamente a viscosidade das águas residuais (e a densidade no caso de SRD). Os alertas podem ser configurados para notificar o operador sobre as ações necessárias ou todo o processo de gerenciamento pode ser totalmente automatizado com RPTC (Rheonics Controlador de rastreamento preditivo) O uso de um SRV em uma linha de processo de águas residuais resulta em maior responsabilidade social, produtividade, margens de lucro e atinge conformidade regulatória. Os sensores têm um formato compacto para instalação simples de OEM e retrofit. Eles não requerem manutenção ou reconfigurações. Os sensores oferecem resultados precisos e reproduzíveis, independentemente de como ou onde são montados, sem a necessidade de câmaras especiais, vedações de borracha ou proteção mecânica. Sem consumíveis e sem necessidade de recalibração, o SRV e o SRD são extremamente fáceis de operar, resultando em custos operacionais extremamente baixos.
Uma vez estabelecido o ambiente do processo, geralmente é necessário pouco esforço para manter a consistência da integridade dos sistemas – os operadores podem confiar no controle rígido com Rheonics solução de gerenciamento de águas residuais.
Rheonics' Vantagem
Formato compacto, sem partes móveis e sem necessidade de manutenção
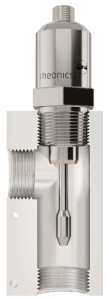
Rheonics' SRV e SRD têm um formato muito pequeno para instalação simples de OEM e retrofit. Eles permitem fácil integração em qualquer fluxo de processo. São fáceis de limpar e não requerem manutenção ou reconfigurações. Eles ocupam pouco espaço, permitindo a instalação Inline em grandes linhas de águas residuais, evitando qualquer espaço adicional ou necessidade de adaptador.
Alta estabilidade e insensível às condições de montagem: Qualquer configuração possível
Rheonics O SRV e o SRD utilizam um ressonador coaxial patenteado exclusivo, no qual duas extremidades dos sensores giram em direções opostas, cancelando os torques de reação em sua montagem e, portanto, tornando-os completamente insensíveis às condições de montagem e taxas de fluxo. Esses sensores podem lidar facilmente com realocações regulares. O elemento sensor fica diretamente no fluido, sem necessidade de alojamento especial ou gaiola de proteção.
Leituras instantâneas precisas sobre as condições de impressão - Visão geral do sistema completo e controle preditivo
Rheonics, ReoPulse O software é poderoso, intuitivo e conveniente de usar. As águas residuais em tempo real podem ser monitoradas no IPC integrado ou em um computador externo. Vários sensores espalhados pela planta são gerenciados a partir de um único painel. Nenhum efeito da pulsação da pressão do bombeamento na operação do sensor ou na precisão da medição. Nenhum efeito de vibração.
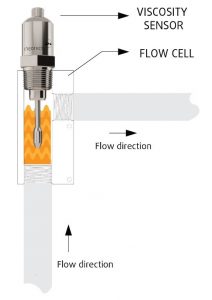
Medições em linha, nenhuma linha de desvio é necessária
Instale diretamente o sensor no seu fluxo de processo para fazer medições de viscosidade (e densidade) em tempo real. Nenhuma linha de derivação é necessária: o sensor pode ser imerso em linha; vazão e vibrações não afetam a estabilidade e a precisão da medição.
Fácil instalação e sem reconfigurações / recalibrações necessárias - zero manutenção / tempos de inatividade
No caso improvável de um sensor danificado, substitua os sensores sem substituir ou reprogramar os componentes eletrônicos. Substituições imediatas para sensores e componentes eletrônicos sem quaisquer atualizações de firmware ou alterações de coeficiente de calibração. Fácil montagem. Aparafusa em weldolets de rosca NPT de ¾”. Sem câmaras, O-ring vedações ou juntas. Facilmente removido para limpeza ou inspeção. O SRV também está disponível com flange e tri-clamp conexão para fácil montagem e desmontagem.
Baixo consumo de energia
Fonte de alimentação de 24V DC com consumo de corrente inferior a 0.1 A durante a operação normal.
Tempo de resposta rápido e viscosidade compensada pela temperatura
Eletrônica ultrarrápida e robusta, combinada com modelos computacionais abrangentes, tornam Rheonics dispositivos um dos mais rápidos e precisos do setor. SRV e SRD fornecem medições precisas de viscosidade (e densidade para SRD) em tempo real a cada segundo e não são afetados por variações de vazão!
Ampla capacidade operacional
Rheonics'Os instrumentos são construídos para fazer medições nas condições mais desafiadoras. O SRV está disponível com a mais ampla faixa operacional do mercado para viscosímetros de processo em linha:
- Faixa de pressão de até 5000 psi
- Faixa de temperatura de -40 a 200 ° C
- Faixa de viscosidade: 0.5 cP até 50,000 cP
SRD: instrumento único, função tripla - Viscosidade, temperatura e densidade
Rheonics' SRD é um produto exclusivo que substitui três instrumentos diferentes para medições de viscosidade, densidade e temperatura. Ele elimina a dificuldade de colocar três instrumentos diferentes e fornece medições extremamente precisas e repetíveis nas condições mais adversas.
Gerencie águas residuais com mais eficiência, reduza custos e melhore a produtividade
Integre um SRV na linha de processo e garanta consistência ao longo dos anos. O SRV monitora e controla constantemente a viscosidade (e densidade no caso de SRD) e ativa o desvio para o tanque de calamidade em caso de derramamento acidental, que pode ser fatal para as estações de tratamento e possível não conformidade com as normas do município. Otimize o processo de gerenciamento de águas residuais com um SRV e experimente menos paradas, menos não conformidades e economia de custos de material. E no final de tudo, contribui para um resultado final melhor e um ambiente melhor!
Limpeza no local (CIP)
O SRV (e SRD) monitora a limpeza das linhas de fluido monitorandooring a viscosidade (e densidade) do limpador/solvente durante a fase de limpeza. Qualquer pequeno resíduo é detectado pelo sensor, permitindo ao operador decidir quando a linha está limpa/adequada para a finalidade. Alternativamente, o SRV (e o SRD) fornece informações ao sistema de limpeza automatizado para garantir uma limpeza completa e repetível entre as execuções, garantindo assim a total conformidade em termos de padrões sanitários das instalações de produção de alimentos.
Design e tecnologia superiores do sensor
Eletrônicos sofisticados e patenteados de 3ª geração acionam esses sensores e avaliam sua resposta. SRV e SRD estão disponíveis com conexões de processo padrão da indústria como ¾” NPT, DIN 11851, Flange e Tri-clamp permitindo que os operadores substituam um sensor de temperatura existente em sua linha de processo por SRV/SRD, fornecendo informações de fluido de processo altamente valiosas e acionáveis, como viscosidade, além de uma medição precisa de temperatura usando um Pt1000 integrado (DIN EN 60751 Classe AA, A, B disponível) .
Eletrônica construída para atender às suas necessidades
Disponível em uma caixa de transmissor à prova de explosão e em uma montagem em trilho DIN de fator de forma pequeno, os componentes eletrônicos do sensor permitem fácil integração em tubulações de processo e dentro de gabinetes de máquinas.


Fácil de integrar
Vários métodos de comunicação analógica e digital implementados nos componentes eletrônicos dos sensores tornam a conexão ao PLC industrial e sistemas de controle simples e diretos.

Conformidade ATEX e IECEx
Rheonics oferece sensores intrinsecamente seguros certificados pela ATEX e IECEx para uso em ambientes perigosos. Esses sensores atendem aos requisitos essenciais de saúde e segurança relativos ao projeto e construção de equipamentos e sistemas de proteção destinados ao uso em atmosferas potencialmente explosivas.
As certificações intrinsecamente seguras e à prova de explosão detidas pela Rheonics também permite a personalização de um sensor existente, permitindo que nossos clientes evitem o tempo e os custos associados à identificação e teste de uma alternativa. Sensores personalizados podem ser fornecidos para aplicações que exigem uma unidade até milhares de unidades; com prazos de semanas versus meses.


Implementação
Instale diretamente o sensor no fluxo do processo para realizar medições de viscosidade e densidade em tempo real. Nenhuma linha de desvio é necessária: o sensor pode ser imerso em linha. A vazão e as vibrações não afetam a estabilidade e a precisão da medição. Otimize o desempenho do revestimento, fornecendo testes repetidos, consecutivos e consistentes no fluido.
Rheonics Seleção de instrumentos
Rheonics projeta, fabrica e comercializa detecção e monitoramento de fluidos inovadoresoring sistemas. Precisão construída na Suíça, RheonicsOs viscosímetros e medidores de densidade em linha têm a sensibilidade exigida pela aplicação e a confiabilidade necessária para sobreviver em um ambiente operacional severo. Resultados estáveis – mesmo sob condições adversas de vazão. Nenhum efeito de queda de pressão ou vazão. É igualmente adequado para medições de controle de qualidade em laboratório. Não há necessidade de alterar nenhum componente ou parâmetro para medir toda a faixa.
Produto (s) sugerido (s) para o aplicativo
- Ampla faixa de viscosidade - monitore o processo completo
- Medições repetíveis em fluidos newtonianos e não newtonianos, fluidos monofásicos e multifásicos
- Todas as peças em aço inoxidável 316L hermeticamente seladas
- Medição de temperatura de fluido incorporada
- Formato compacto para instalação simples em linhas de processo existentes
- Fácil de limpar, sem necessidade de manutenção ou reconfigurações
- Instrumento único para medição de densidade, viscosidade e temperatura do processo
- Medições repetíveis em fluidos newtonianos e não newtonianos, fluidos monofásicos e multifásicos
- Toda a construção em metal (aço inoxidável 316L)
- Medição de temperatura de fluido incorporada
- Formato compacto para instalação simples em tubos existentes
- Fácil de limpar, sem necessidade de manutenção ou reconfigurações